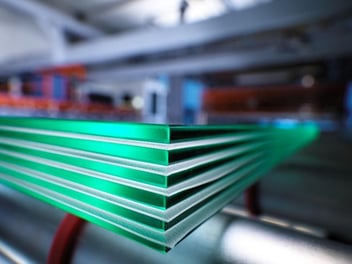
























As we have already emphasised in the previous article, the correct handling of the machines plays an essential role in the clean and high-quality cutting of laminated glass. And, of course, proper production also includes regular maintenance of all components.
However, this involves much more than routine cleaning and basic servicing of the system components according to the operating instructions or the corresponding check and lubrication of the bearings. In addition to these, there are a number of other aspects that should be considered in order to improve the performance of the machines and the quality of the products. In this blog article we are therefore focusing on the following three points:
- Cleaning of the vacuum suction cups
- Checking the return valves
- Checking parameters and settings
Only those who not only do their duty in terms of maintenance, but also their freestyle routine, will achieve truly satisfactory results.
1. Cleaning of the vacuum suction cups
The vacuum suction cups are permanently in contact with the glass. It should therefore also be one of the priority daily tasks to inspect them and check their suction power. This is because the Lucite release agent is used to prevent the individual sheets from sticking together when the laminated glass is stored.
The Lucite is also enriched with dust from the warehouse and even the smallest glass particles are added during the cutting process. Together with the cutting oil, this results in a mixture that gets into the vacuum suction cups where it can lead to adhesions which in turn impair the suction power.

This leads to different vacuum levels for the individual suction cups, which can then no longer fix the glass properly. This not only causes the laminated glass sheet to slip during cutting, it also means that the gap necessary to cut the foil can no longer be opened wide enough.
However, this scenario can be avoided if the first symptoms are correctly interpreted and then acted upon. However, it is often the case that longer production times and inadequate gap formation are answered by increasing the force of the vacuum suction cups.
However, this also changes the parameters and the downward spiral takes its course - even more Lucite, cutting oil, dust and glass particles are sucked in and the performance of the machine drops further. Yet the problem could have been solved by simply cleaning the suction cups.
Tip: Keep your hands away from water and conventional detergents. As a rule, these only cause the impurities to become smeared, which is even counter-productive. Simply use a cloth moistened with spirit to clean the vacuum suction cups. This makes it easy to solve the problem and compensate for the vacuum level. This leads to a stable gap opening process and reduces the cutting times of the glass, which ultimately also saves a lot of energy and increases the output of the system.
2. Checking the return valves
The second most important work step in maintenance is to regularly check the return valves, which are also part of the vacuum suction cups. They are located in the pipe through which the air is extracted or evacuated. The return valves ensure that all suction cups that do not rest on the glass surface stop sucking air.
They are therefore responsible for an even and strong vacuum, which enables a stable gap opening during the cutting process. Of course, they can also be contaminated with Lucite, cutting oil, dust and glass particles and lose their performance. For this reason, the return valves must also be checked accordingly, once per shift.
This is done with what is known as the return valve control device. This one looks like a stethoscope. Just like a doctor listens to his patients, you can listen to your machine's vacuum suction cups and thus detect and eliminate any blockages.
Tip: In newer generations of machines, vacuum suction cups are usually no longer used. The gap opening for cutting the foil is achieved by means of clamping bar technology, which can be operated largely maintenance-free.

3.Checking parameters and settings
Checking the parameters and settings of the machines is also an essential part of regular maintenance. It is particularly important to ensure that the reference values in which the recipe parameters for the respective system are located are recorded in a best-practice list. This is the only way to check whether everything is still running within the ideal range or - as described above - is already incorrectly parametrised due to contamination.
If this is the case, immediate action must be taken. All components should then be completely cleaned. When setting the parameters according to the best practice list, it is advisable to make a test cut and return to the ideal state step by step.
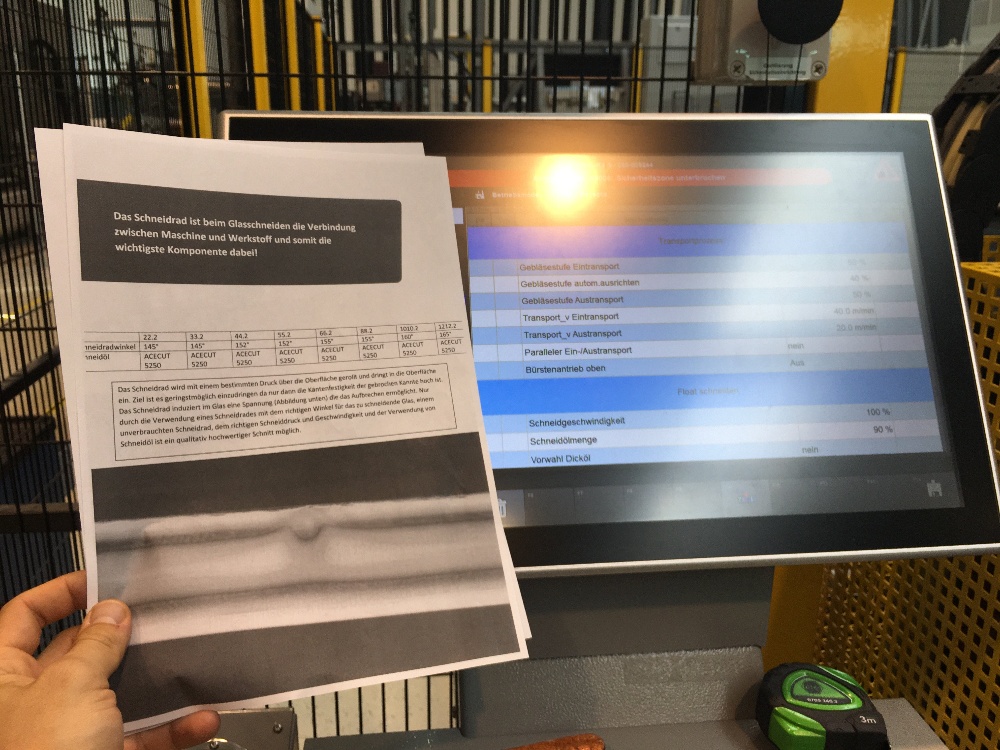
Tip: Always pay attention to the best-practice parameters of your machines in the maintained state. An optimal reference point for this can be found in the “Parameters” document, which you can download at the end of this article. It lists the best practice parameter sets from the ranges 22.1 to 88.2 in detail.
Conclusion: Maintenance of laminated glass cutting machines
We at LiSEC observe time and again in practice that inadequate maintenance of vacuum suction cups and return valves often leads to contamination of these sensitive components, which in turn leads to sub-optimal results.
Based on misinterpretations of the first symptoms, the parameters are then often changed, which not only reduces the performance of the machines, but can also lead to significantly more malfunctioning. The recipe parameters should also always be kept within the ideal or best practice range in order to achieve truly satisfactory results.
In the next blog post, we will look in detail at how improvements to the machine affect glass cutting.


.jpg?width=352&name=MRX-B_0003_Update%20(1).jpg)