























Der Zusammenbau ist ein zeitkritischer Prozess in der Verbundglasherstellung, und auch der größte Zeitfaktor, da hier oft manuelle Prozesse zum Einsatz kommen.
Folgende Einflussgrößen können die Qualität und Effizienz beim Folienlegen verbessern:
Schonende Verarbeitung
Die Folie muss frei von Rissen, Falten und anderen Defekten auf die saubere Glasoberfläche gelegt werden. Dabei darf die Folie nicht übermäßig gezogen werden, da man eine Verformung und Dehnung der Folie riskiert. Zieht sich die Folie im weiteren Verlauf des Laminier-Prozesses wieder in die Ursprungsform zurück ist Ausschuss die Folge.
Korrekte Positionierung
Das Folienlegen kann entweder manuell oder maschinell erfolgen. In der Regel wird eine exakte und korrekte Positionierung der Gläser durch den Positioniertisch und den Übersetzer (der Übertransport- und Positionierstation) übernommen.
Bei der Herstellung von Glasbrüstungen, Ganzglastüren als VSG oder Glasvordächern sollte die Oberkante bzw. Vorderkante einen minimalen oder keinen Glasversatz haben. Das gelingt durch die Ausrichtung an der Referenzkante mit ±0,5 mm Toleranz auf der halben maximalen verarbeitbaren Glaslänge bzw. ±1,0 mm Toleranz auf der maximal verarbeitbaren Glaslänge.
Zusammenbau
Der Zusammenbau kann abhängig von den Anforderungen der Produktion unterschiedlich gestaltet werden. Hier einige gängige Varianten:
STANDARD MODUS |
ONE-BY-ONE MODUS |
SPEED ASSEMBLING MODUS |
|
|
|
|
VIDEO: STANDARD MODUS IN AKTION |
VIDEO: ONE-BY-ONE MODUS IN AKTION |
|
|
|
|
|
|
Dieser Modus eignet sich speziell für die Serienproduktion von Kleinglas in hoher Geschwindigkeit mit nur einer Person. Zusätzlich entsteht durch die Verschnitt-Optimierung weniger Folienabfall. |
Dieser Modus eignet sich für große Produktionsvolumen rechteckiger Elemente und kann von nur einer Person durchgeführt werden. Durch die Möglichkeit, die Folie um 90° zu drehen, um die gewünschte Glasbreite zu erhalten, kann man auf schmalere Folienrollen verzichten und den Verschnitt optimieren. |

Ergonomisches Arbeiten
Ergonomie lohnt sich. Sie steigert nicht nur das Wohlbefinden der Mitarbeiter, sondern auch die Effizienz und Produktivität, verbessert die Qualität der Produkte und senkt letztendlich die Kosten.
Arbeiten am Folienlegetisch
Ergonomie beginnt mit der Zugänglichkeit des Folienlegetisches. Dieser sollte entweder manuell oder automatisch in der Breite verstellbar sein, besonders wenn eine Vielzahl von unterschiedlichen Scheibenbreiten verarbeitet wird. So kann das Personal die Folie an allen Seiten der Scheibe schnell händisch besäumen, d.h. den Folienüberstand zu entfernen.
Weitere Unterstützung bieten optional verfügbare, aushebbare Allseitrollen (Pop-up Rollen), auf denen sich das Glas ohne großen Kraftaufwand drehen lässt.

Auf Allseitrollen kann das Glas einfach gedreht werden.
Unterstützung bei der Folienentnahme
Die vorrätige Folie in der gewünschten Breite befindet sich im Folienmagazin, wird ausgewählt und sorgfältig und unbeschädigt elektronisch abgewickelt. Dafür stehen zwei Methoden zur Verfügung:
- Die Folienabmessung als auch der Folienquerschnitt erfolgt manuell.
- Die Folienlängenmessung erfolgt manuell, der Folienquerschnitt erfolgt maschinell.
Ein manuell ausgelöstes Folienmesser (z.B. LiSEC Cross Cut) stellt sicher, dass die Folie über die gesamte Folienrollenbreite exakt geschnitten wird. In Verbindung mit der automatischen Folienlängenmessung gibt man nur noch den Sollwert bekannt und schon wird die angewählte Folie in der gewünschten Länge automatisch abgewickelt und abgeschnitten.
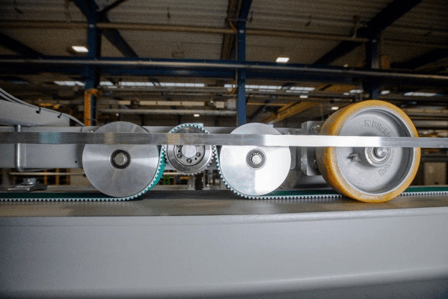
Wartungsarme und langlebige Omega-Antriebe mit Zahnriemen des Übersetzers
Leises Arbeiten im Zusammenbaubereich
Eine ergonomische Arbeitsweise schließt auch Umgebungseinflüsse wie Lärmbelastung ein. Hochwertige Übersetzer arbeiten dank Zahnriemenantrieb und gummierte Laufrollen absolut leise. Dadurch wird die Arbeit im Zusammenbaubereich angenehmer.
Game Changer Folienshuttle
Eine Folienentladestation erleichtert das Folienlegen entscheidend. Sie wird an der Einlaufstation für Vorverbundfolien montiert und bei Bedarf herausgezogen.

Die Folie kann auf die erforderliche Größe zugeschnitten oder für die optimale Nutzung der Folie gedreht werden. Das Shuttle stellt vorgeschnittene Folienstücke bereit und/oder dient als Zwischenlager für Folienreste.
Nach der Entnahme der Folienzuschnitte wird das Shuttle manuell zurückgeschoben, sodass der Arbeitsbereich frei zugänglich ist.
Der Übersetzer erkennt den ausgezogenen Folienshuttle und legt automatisch im vorderen Bereich des Zusammenbautisches die meist kleineren Gläser ab, um so eine Kollision zu vermeiden. Für den Zusammenbau von Gläsern mit dem maximal möglichen Maß ist der Foil-Shuttle einzufahren.
Offenes Folienshuttle – Ausziehbarer Folientisch und Zwischenablage für Folienreste direkt an der Linie
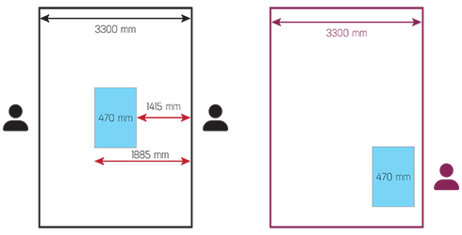
Optimierung des Folienlagers durch ein Folienshuttle: Fallbeispiel
Um ein 1,9 m langes und 1 m breites Glas zu laminieren muss keine 1,1 m breite Folienrolle im Magazin bereitstehen, eine Breite von 2 m reicht aus. Die Bediener oder die Bedienerin zieht das Folienshuttle heraus, schneidet von der 2 m Rolle ein 1,1 m langes Folienstück ab, dreht es um 90° und legt es so auf das Glas. Hätte man keinen Platz, um die Folie zu drehen, würde von der 2 m breiten Folie ein Reststück von 2 x 0,9 m übrigbleiben, das zwischengelagert werden muss.
|
|
Ergonomie Bonus Tipp: |
|
|
|

Automatisiertes Arbeiten
Automatisierung erhöht die Produktionsgeschwindigkeit, reduziert die Fehlerquote und sorgt für Sicherheit am Arbeitsplatz, da gefährliche manuelle Arbeiten entfallen und menschliche Fehler minimiert werden. Möglichkeiten für Automatisierung im Vorverbund:
Dynamische Tischbreite
Das System reagiert auf die nächste Glasscheibe und passt die Breite des Arbeitstisches im Zusammenbau automatisch an die Scheibengröße an. So wird dem Personal die Bearbeitung der Scheibe erleichtert.
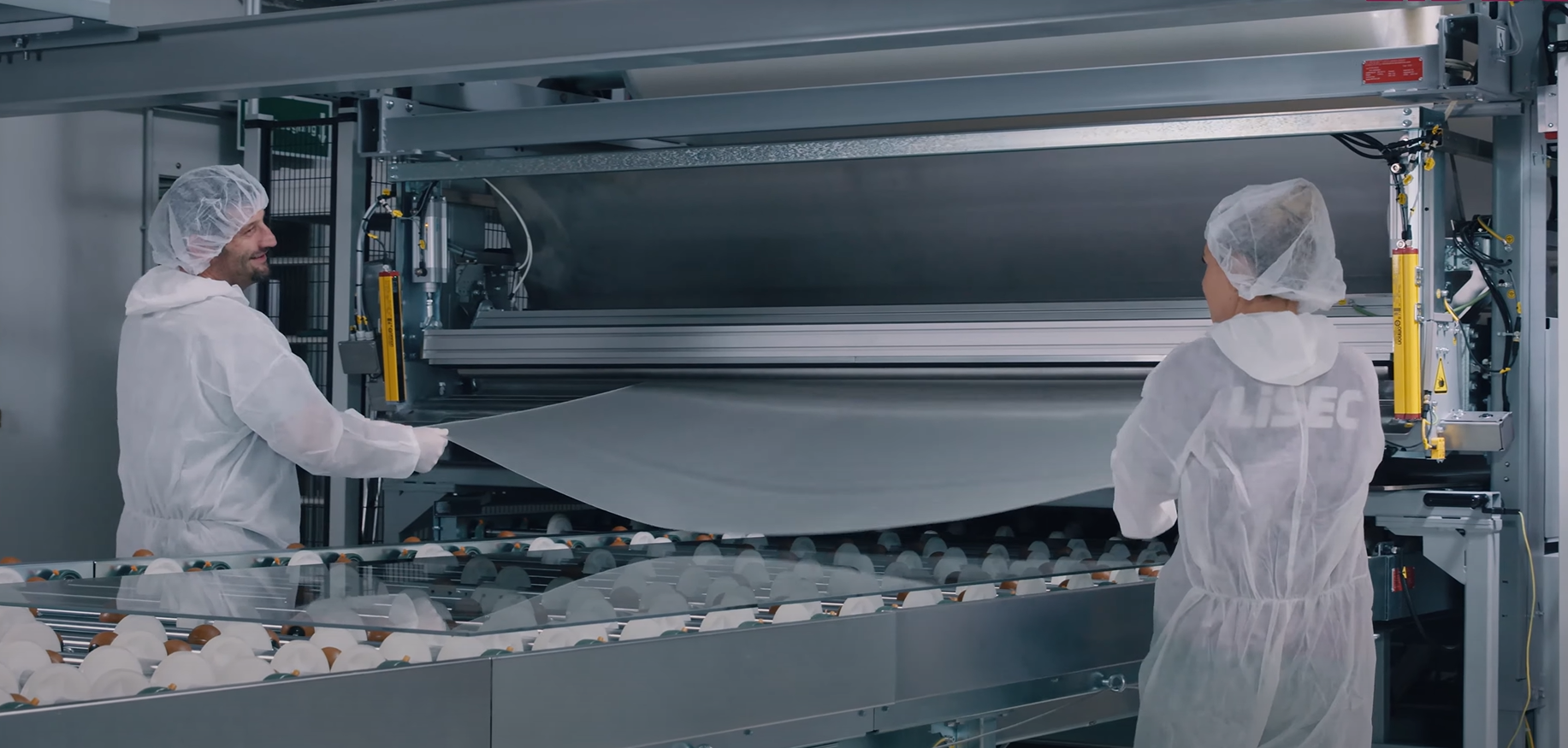
Automatisches Folienlegen
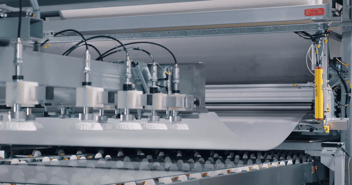
Bei Verwendung eines Folienlegeautomaten wird die Folie automatisch gegriffen, in der gewünschten Länge abgerollt, abgeschnitten und faltenfrei auf das Glas gelegt, ohne die Folie über das Glas zu ziehen.
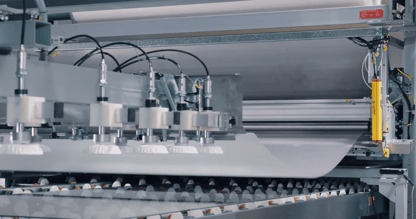
Der Folienlegeautomat rollt schonend die Folie über das Glas
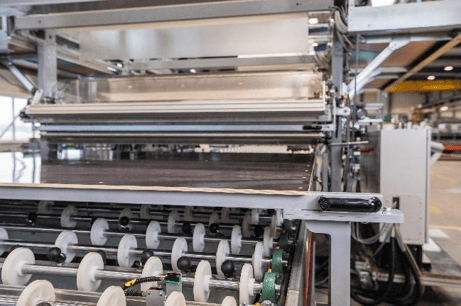
Automatisierter Folienzuschnitt
In Verbindung mit der Folienlängenmessung wird die Folie abgerollt, beim Schneiden geklemmt und sicher über die gesamte Breite (bis zu 3300mm) der in der gewünschten Länge mit einem Messer, z.B. dem LiSEC Cross Cut, abgetrennt. Der Cross Cut verfügt über eine Schutzvorrichtung, um das Personal vor Schnittverletzungen zu schützen.
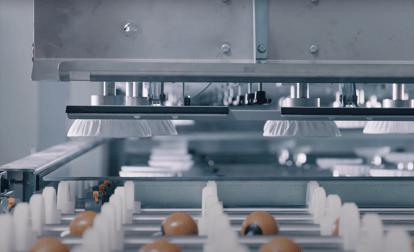
Automatischer Glasübertransport
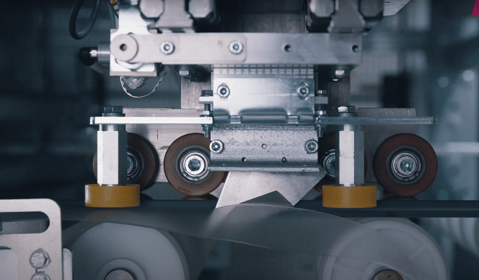
Ein silikonfreier Sauggreifer zur Vermeidung von Abdrücken holt das exakt ausgerichtete Glas vom Positioniertisch auf den Zusammenbautisch. In der Zwischenzeit fährt auf der Linie bereits das nächste Glas von der Waschanlage in den Klimaraum auf den Positioniertisch, wo der Vorgang wiederholt wird.

Silikonfreie Sauggreifer setzen die Scheibe auf.
Nicht benötigte Sauger werden automatisch abgesperrt, dadurch werden Saugkraftverluste und damit auch Energieverluste vermieden. Um Gläser, welche die Hälfte der maximal möglichen Länge nicht überschreiten, noch schneller und effizienter zu fertigen, können sowohl die Saugerabhebung des Übersetzers als auch die Antriebseinheiten geteilt werden.
Automatisches Folienabwickeln
Das Ab- und Aufwickeln der Folien erfolgt durch Anwählen des gewünschten Folienmagazinplatzes elektrisch. In Verbindung mit der Folienlängenmessung und dem Cross Cut läuft dies automatisch ab.
Automatisches Besäumen
Die Anlage schneidet bei rechteckigen Scheiben rundum vollautomatisch den Folienüberstand bis auf den erforderlichen Rest von ca. 2 – 3 mm zurück.
Messer zum vollautomatischen Besäumen von Rechtecken.
Fazit
Das Folienlegen ist ein kritischer Prozess bei der Herstellung von Verbundglas. Um hohe Qualität und Effizienz sicherzustellen können manuelle Arbeitsschritte ergonomisch gestaltet oder automatisiert werden. Bei voller Automatisierung kann der Vorverbund von einer Person gesteuert werden.
*Bei den in diesem Artikel angegeben Zahlen handelt es sich lediglich um Richtwerte.
Mehr dazu im Whitepaper:


-1.jpg?width=352&name=beitragsbild1-allgemein-beitrag4-glass-polishing-edge-processing-lisec.2022%20(1)-1.jpg)