























Assembly is a time-critical process in laminated glass production, and requires the most time, since manual processes often used.
The following influencing factorscan improve the quality and efficiency of foil laying:
Gentle processing
The foil must be placed on the clean glass surface free of cracks, wrinkles, and other defects. The foil must not be pulled excessively, as there is a risk of deformation and stretching of the foil. If the foil reverts to its original shape in the further course of the laminating process, the result is rejects.
Correct Positioning
Foil laying can be done either manually or mechanically. As a rule, exact and correct positioning of the glass is carried out by the positioning table and the carry-over lifter.
When manufacturing glass balustrades, all-glass doors made of laminated safety glass or glass canopies, the top edge or front edge should have minimal or no glass offset. This is achieved by aligning to the reference edge with a ±0.5 mm tolerance on half the maximum possible glass length to be processed or a ±1,0 mm tolerance on the maximum possible glass length to be processed.
Assembly
Assembly can vary depending on production requirements. Find some common variants here:
Basic Mode |
ONE-BY-ONE Mode |
SPEED ASSEMBLING Mode |
|
|
|
|
VIDEO: Basic Mode |
VIDEO: One-By-One Mode |
VIDEO: Speed Assembly |
|
|
|
|
|
This mode is especially suitable for the series production of small glass at high speed with only one person. In addition, there is less foil waste due to the waste optimisation. |
This mode is suitable for large production volumes of rectangular elements and can be performed by just one person. The ability to rotate the foil 90° to obtain the desired glass width means that narrower foil rolls can be dispensed with, and waste is reduced. |

Working ergonomically
Working ergonomically pays off. It not only increases the well-being of employees, but also efficiency and productivity, improves the quality of the products and ultimately reduces costs.
Working at the foil laying table
Ergonomics starts with the accessibility of the foil laying table. The width of this table should be adjustable either manually or automatically, especially if many different pane widths are processed. This allows the staff to quickly trim the foil manually on all sides of the pane, i.e., to remove the foil overhang.
Further support is provided by optionally available, liftable all-round rollers (pop-up rollers) on which the glass can be rotated without great effort.

The glass can be easily
rotated on all-sided rollers.
Accessing the foil storage
The foil in stock in the desired width is in the foil magazine, selected and carefully and undamaged electronically unwound. Two methods are available for this:
- The foil measurement as well as the foil cross-section is carried out manually.
- The foil length measurement is done manually, the foil cross-section is done mechanically.
A manually triggered foil knife (e.g. LiSEC Cross Cut) ensures that the foil is cut precisely across the entire width of the foil roll. In combination with the automatic foil length measurement, the person at the machine only have to enter the target value and the selected foil is automatically unwound and cut to the desired length.
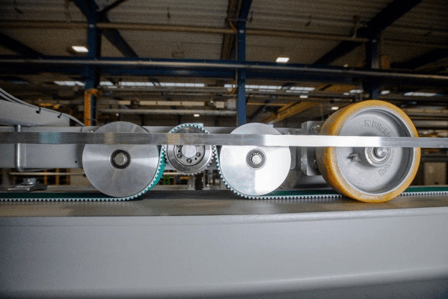
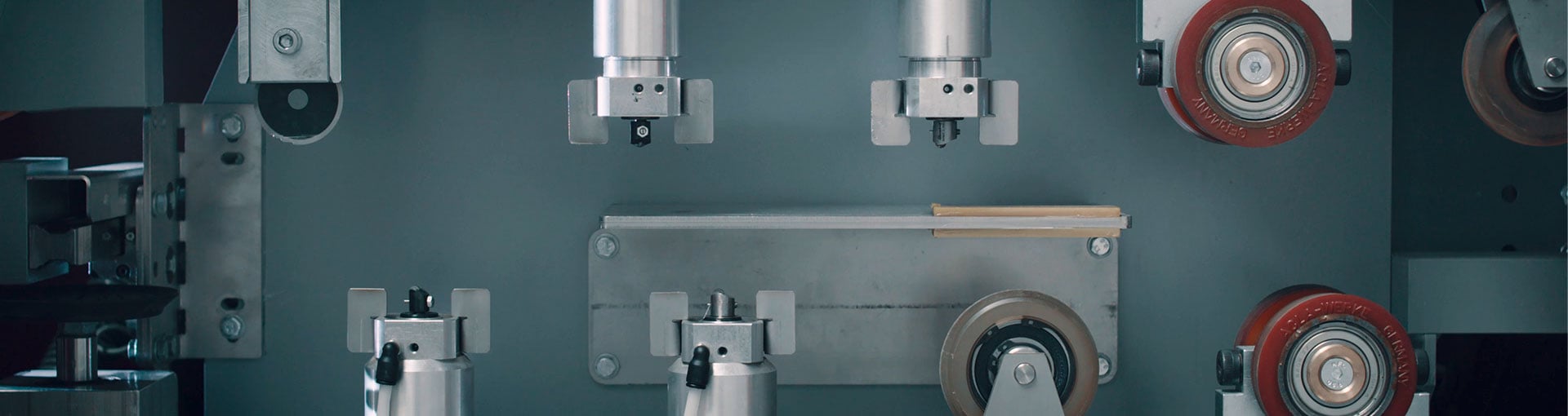
Low-maintenance and
durable Omega drives with
toothed belt of the carry-over lifter.
Quiet operation in the assembly area
Ergonomic operation also includes environmental influences such as noise pollution. High-quality translators work quietly thanks to toothed belt drive and rubberised rollers. This makes work in the assembly area more pleasant.
Game Changer Foil shuttle
A foil unloading station makes foil laying much easier. It is mounted at the infeed station for pre-laminated foils and pulled out when required.

The foil can be cut to the required size or rotated for optimum use of the foil. The shuttle provides pre-cut foil pieces and/or serves as intermediate storage for foil remnants. After removing the cut-to-size foil, the shuttle is pushed back manually so that the working area is freely accessible.
The carry over lifter (COL) detects the extended foil shuttle and automatically places the mostly smaller glasses in the front area of the assembly table to avoid a collision. For the assembly of glasses with the max. possible dimension, the foil shuttle must be retracted.
Open foil shuttle - Extendable foil table and intermediate deposit for foil remnants directly at the line
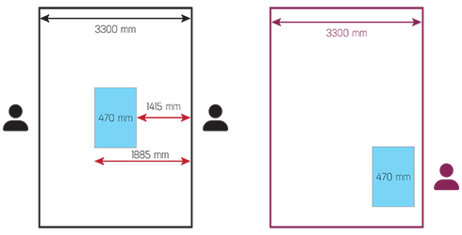
Optimisation of the foil magazine with a foil shuttle: Case study
To laminate a 1.9 m long and 1 m wide glass, it is not necessary to have a 1.1 m wide roll of foil in the magazine, a width of 2 m is sufficient. The operator pulls out the foil shuttle, cuts a 1.1 m long piece of foil from the 2 m roll, turns it 90° and places it on the glass like this. If there were no room to turn the foil, a remnant piece of 2 x 0.9 m would be left over from the 2 m wide foil, which would have to be stored temporarily.
|
|
Ergonomics bonus tip: |
|
|
|

Automated working
Automation increases production speed and reduces the error rate. At the same time, automation ensures safety in the workplace by eliminating dangerous manual work and minimising human error. Opportunities for automation in pre-assembly:
Dynamic Table width
The system reacts to the next pane of glass and automatically adjusts the width of the worktable to the pane size during assembly. This makes it easier for the staff to process the pane.
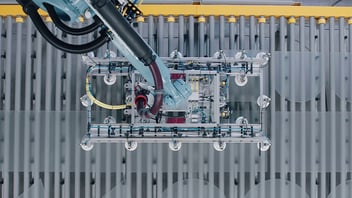
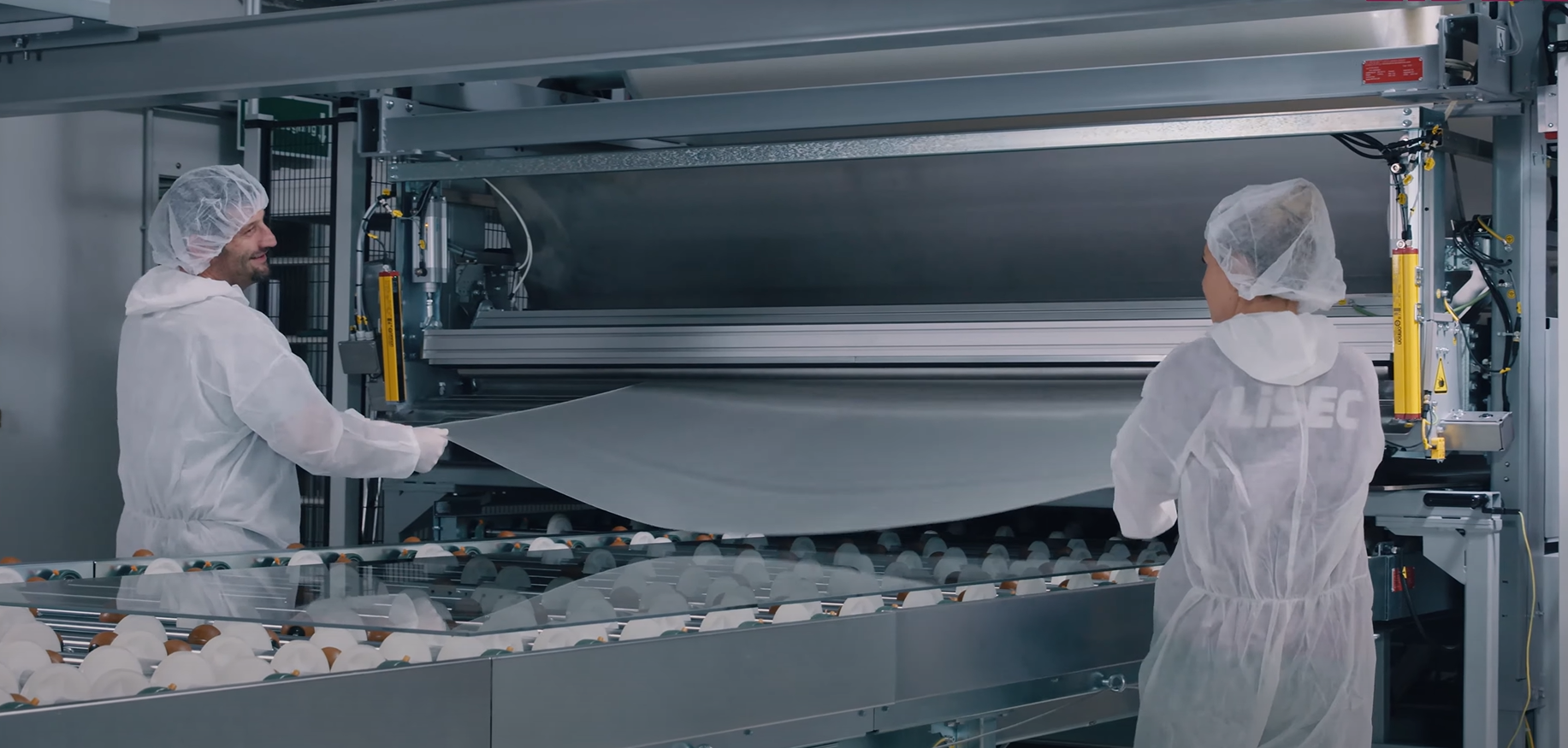
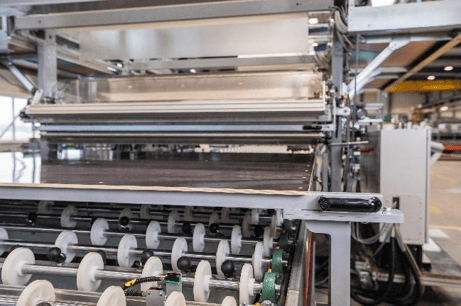
Automated Foil Laying
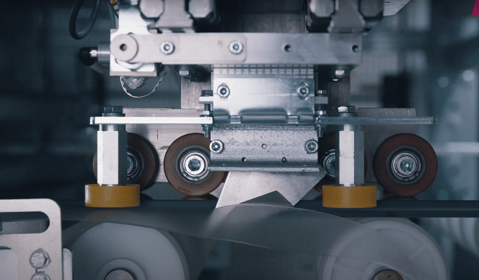
When using an automatic foil laying machine, the foil is automatically gripped, unrolled to the desired length, cut and laid on the glass without creasing, without pulling the foil over the glass.
The foil applicator gently rolls the foil over the glass
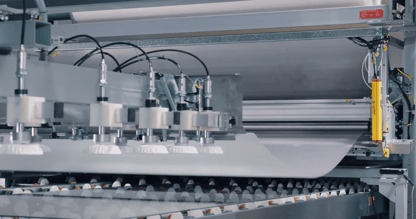
Automated foil cutting
In conjunction with the foil length measurement, the foil is unrolled, clamped during cutting and safely cut across the entire width (up to 3300 mm) of the desired length with a knife, e.g. the LiSEC Cross Cut. The Cross Cut has a safety guard to protect the personnel from cutting injuries.
Automatic glass overfeed
A silicone-free suction cup to avoid marks picks up the precisely aligned glass from the positioning table onto the assembly table. In the meantime, the next glass on the line is already moving from the washing unit into the climate control room onto the positioning table, where the process is repeated.

Silicone-free suction cups place the glass sheet
Suction cups that are not needed are automatically shut off, thus avoiding loss of suction power and energy. In order to produce glass that does not exceed half the maximum possible length even faster and more efficiently, both the suction lift of the carry over lifter and the drive units can be divided.
Automatic foil unwinding
The unwinding and rewinding of the foil are done electrically by selecting the desired foil
magazine position. This runs automatically in conjunction with the foil length measurement
and crosscut.
Automatic trimming
The machine automatically cuts back the foil overhang on all sides of rectangular panes to the required residue of approx. 2 – 3 mm.
Knives for fully automatic trimming of rectangles
Conclusion
Foil laying is a critical process in the manufacture of laminated glass. To ensure high quality and efficiency, manual operations can be ergonomically designed or automated. With full automation, the prelamination process can be controlled by one person.
*The figures given in this article are indicative only.
Find out more in our whitepaper: