































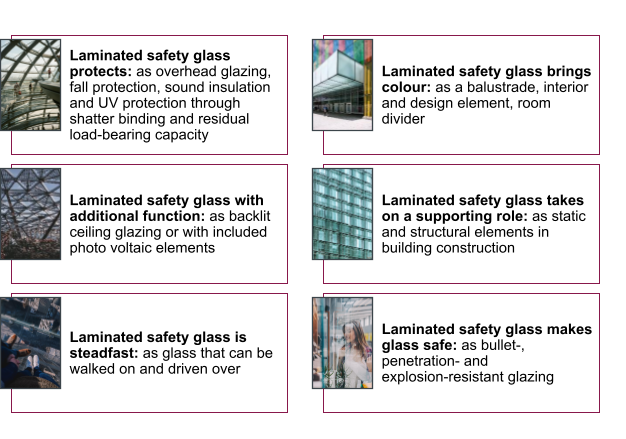
Due to its excellent properties such as safety, sound insulation, UV protection and as well as uses as a design element laminated glass is finding more and more applications.
Especially in the areas of architecture, vehicle construction and solar energy, the proportion of laminated glass is steadily increasing. New technologies such as smart glasses and improved manufacturing processes are contributing to the development of new applications.
How does state-of-the-art laminated glass production work?

|
Glass Prepraration Individual glasses are placed on the roller transport or tilting table and washed horizontally. |
Foil Preparation The highly tear-resistant foil (usually PVB) is unwound by machine, cut to the desired length, and placed on the first glass. The second glass goes through step 1 and is placed on the glass with the foil on it. This process is repeated until the desired structure is achieved: from 2-pane laminated safety glass to multilayer products with 60, 80 or even 100 mm element thickness. Foil overhangs are removed to approx. 2 to 3 mm manually or, in the case of rectangular glass packs, fully automatically on all four sides. |
Pre-Laminate Process The glass is automatically measured to optimally prepare the subsequent steps. |
Autoclave Process The glass packs are laminated in an autoclave (gas-tight sealable pressure chamber) at approx. 140 °C and 12 bar pressure for a holding time of approx. 45 to 60 minutes and a total time of approx. 2 to 6 hours. The result is a bond between glass and foil. |
Which Producer Type Am I?
Find your Manufacturer Profile by Adding up the letters!
1) How do you organise your laminated glass production?
- Manual loading and unloading, manual foil laying and cutting, automatic alignment of the glasses, automatic positioning of the glasses – approx. 4 people (a)
- Ergonomic working method: Tilting table-supported loading and unloading, , automatic alignment of the glasses, automatic positioning of the glasses, foil laying supported by manually triggered, mechanically exact cross-section of the foil – approx. 3 to 4 people (b)
- Partially or fully automated processes incl. machine foil laying, machine foil length measurement, automatic machine foil cross-sectioning to the set foil length, automatic removal of the foil overhang on all four sides in the case of rectangular formats – approx. 3 people (c)
2) What is the space requirement of your laminated glass line (incl. magazine, protective room)?
Dimensions based on straight design, for glass dimensions up to max. 2.6 m x 5 m.
- approx. 39 m or less (L-shaped solution) (a)
- approx. 41 m (b)
- approx. 46 m (c)
3) Which products do you predominantly want to manufacture on your line?
- Interior doors with many different types of foils (clear, translucent or coloured foils)
Production in small to moderate quantity (a)
Production in large quantity (b)
- Parapets and glass canopies
Production in small to moderate quantity (b)
Large quantity production (c)
- Walk-on glasses
Production in small to moderate quantity (b)
Production in large quantity (c)
- Bullet-resistant glass
Production in small to moderate quantity (a)
Production in large quantity (b) - Special structures for further processing on the insulating glass line for facades and roof areas
Production in small to moderate quantity (b)
Production in large quantity (c)
4) What do you place great emphasis on?
- A small, compact plant with low acquisition costs. Economic and ecological production with low waste and pre-installed recipes is important to me. (a)
- The focus is on working ergonomically. Economic and ecological production with low waste and pre-installed recipes is important to me. (b)
- Ergonomic work as well as partially and fully automated work by people and machines with as few personnel as possible. Economic and ecological production with low waste and pre-installed recipes is important to me. (c)
Results:
|
Mainly (a): Type Compact |
Mainly (b): Type Comfort |
Mainly (c): Type Premium |
|
The most cost-effective way of pre-laminating for low volume laminated glass. |
A comfortable and ergonomic semi-automatic high-speed laminated glass production optimal for a large variety of products and many special shapes at medium to high volumes. |
A comfortable, ergonomic, personnel-friendly highly automated high-speed laminated glass production optimal for a large production volume of predominantly rectangular elements. |
Reading recommendation:
These links could be particularly interesting for you:




