






















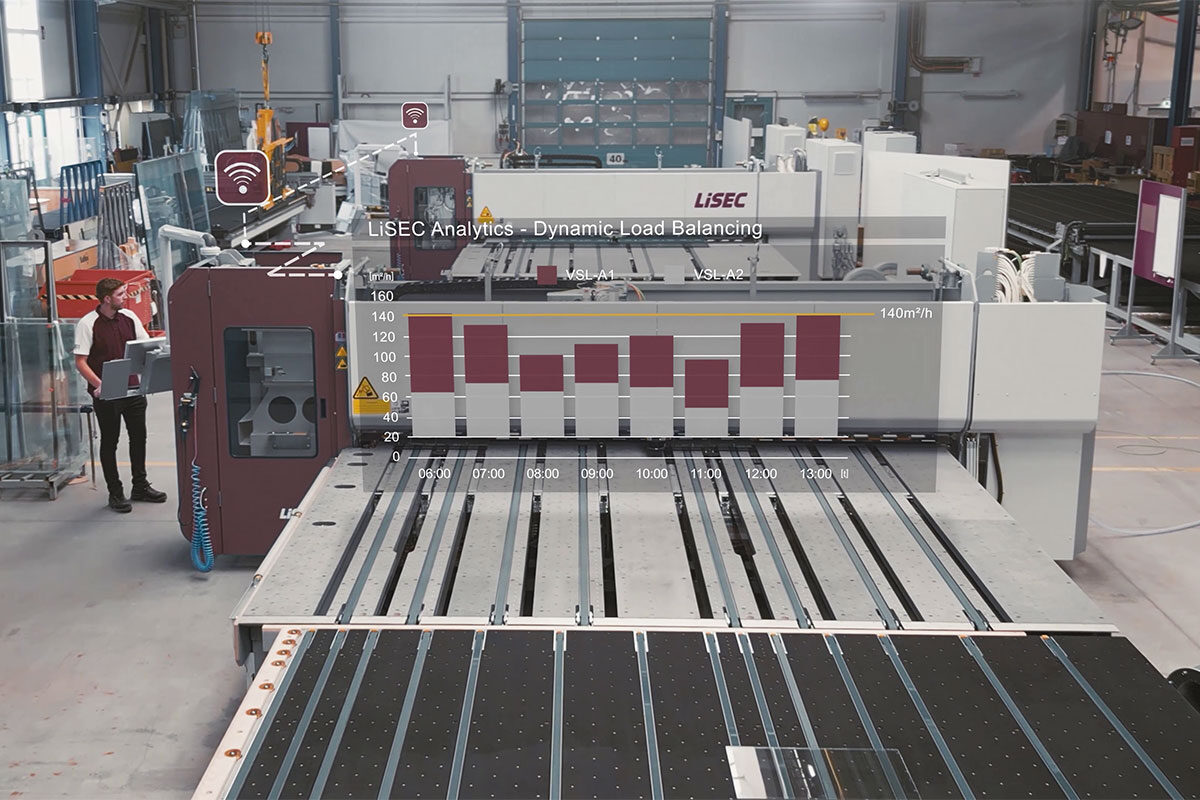

How many cutting bridges do you need for the fastest laminated glass cutting? LiSEC says two - but they have to work together in a special way. Dynamic load balancing ensures the highest possible utilisation of two sequentially arranged bridges - and thus achieves peak performance almost unmanned: up to 140 m² laminated glass cut / h in series production, and up to 75 m²/h in regular insulating glass production. How does it work?
Why Load balancing?
As the cutting patterns both for series production and regular production of insulating glass generally contain more Y and Z cuts than X cuts, a separate cutting bridge for each cut would lead to a backlog at the second cutting bridge while the first bridge waits. This is where dynamic load balancing comes into play: It distributes the necessary cuts evenly between the two bridges in order to produce quickly and continuously.
What are the main sections of the laminated glass cutting line?

A DSC-A LoW-E deletion system for Low-E or solar control coatings is installed upstream of the cutting bridges. This ensures that the edge deletion process takes place before the laminated glass is cut and does not affect the cycle time.
The two cutting bridges are arranged sequentially and can have different widths depending on production requirements (3.7 m, 4.7 m or 6.1 m).
- The first VSL-A laminated glass cutting system automatically cuts, breaks and separates both laminated glass traverses and residual panes in the X and Y planes in under 30 seconds for glass thicknesses of up to 88.2 (16.76 mm).
- The second VSL-A laminated glass cutting bridge cuts, breaks and separates both laminated glass traverses and remnants in the Y and Z planes automatically in under 30 seconds for glass thicknesses of up to 88.2 (16.76 mm). Special shapes can also be cut automatically.
The intelligence behind dynamic Load balancing

Thanks to the dynamic load balancing, the machine reacts according to the situation and decides whether a cut should be made on the first or second cutting bridge. Factors such as the number of cuts per subplate and the degree of optimisation (distribution and quantity of Y and Z cuts, number of remaining cuts or operator-related downtimes) are taken into account.
In this way, the workload is optimally distributed across both cutting bridges in order to produce continuously on both systems and thus always ensure the highest output: up to 140 m²/h for series production and up to 75 m²/h for regular insulating glass production.
You want to know more? Challenge our Lami Cutting table!

Please upload an optimisation with 3 to 5 stock plates that is representative of your production. We will create a cycle time analysis for you that shows the output in sqm as well as other parameters.
One of our expert consultants will contact you to discuss the results in detail.