






























The autoclave is the last step in the production process which assembles the prepared components. For this very reason, high quality and the lowest possible number of rejects are crucial, because they mean…
...saving time and money.
Glass sheets for prelamination are cut and edge-processed, may contain cut-outs, holes or are tempered before they reach the prelamination. Due to the high costs of the product, subsequent production is expensive and leads to waiting times. Separating the glass in production, as is done with high-quality insulating glass, is not possible here, which is why the reject rate should be less than 1 %.
...happy customers.
A reliably high-quality end product can be delivered on time and according to the agreed quality. This creates planning security and satisfaction for all further processors and ultimately also for the architect and end customer.
...sustainability.
No additional energy-intensive production, no disposal of glass, no unplanned, inefficient partial deliveries, and thus less CO2 pollution.

Quality assurance at pre-lamination
Automatic glass thickness and coating detection
Before the horizontal washing machine, both the glass thickness and whether there is a low-e coating on the top of the glass are detected and measured. The machine reacts accordingly. 
The washing machine detects glass
thickness and coating
The brushes are preset to the glass thickness; if low-e coatings are detected, two cleaning rollers with hard brushes can be raised, while a cleaning roller with soft brushes gently cleans the top of the glass.
The permanent control of the conductivity of the water and the adherence to the permissible range of mostly less than 20 µS is the basic requirement for every laminating process.
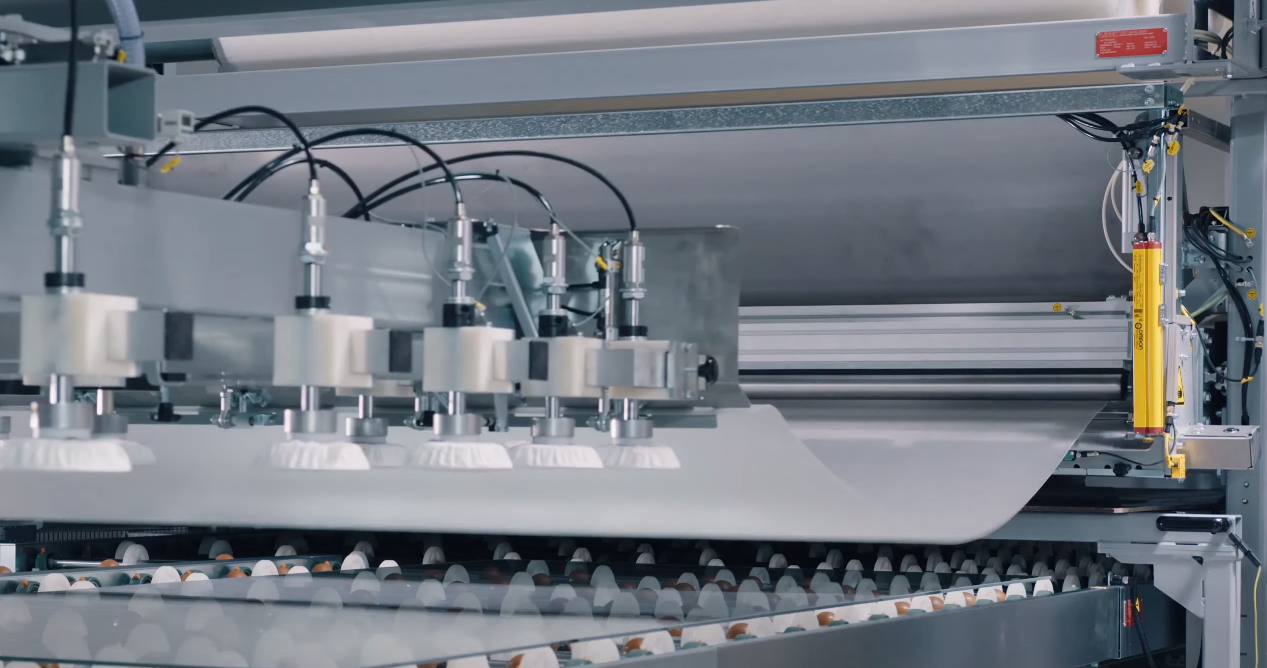
Automated calculation of influencing factors
Before being transported to the pre-laminating oven, the width, length, and thickness of the glass/foil package are measured and, if necessary, cross-checked with the order data.
Based on the width measurement, the system knows over the entire length of the glass when which pressing force should act on the glass package. Especially with special shapes, where the pressing force must be lower at narrow points than at wide points, this is just as important as the parallel pressing of the glasses without buckling, as is known from hydraulic systems. This prevents damage and rejects.
Width measurement sensors in front of the furnace
optimise the pressing force even for shapes.

Sensors on the line to detect the position
of the glass and stop the glass.
The intelligent Oven
The most common reasons for rejects in the prelamination oven are non-parallel pressing (especially with shapes), pressing over the glass edge, too high/low temperature of the foil, too high pressing force, inaccurate pressing and bubble formation. Therefore, the parameters for the pre-compound oven must be optimally selected.
Recipes optimised for each product
The recipe library controls the pre-compound
process down to the last detail
One factor for the best possible result is the recipe selection. The stored database with suggestions for the successful prebonding of different glass types can be changed and expanded later by the user.
Adjustable parameters include: Temperature of the preheating zone and the two main heating zones, intensity of the upper and lower infrared emitters (separately switchable, e.g. for coatings), convection, target oven temperature, transport speed and the pressing force of the prelaminating presses.
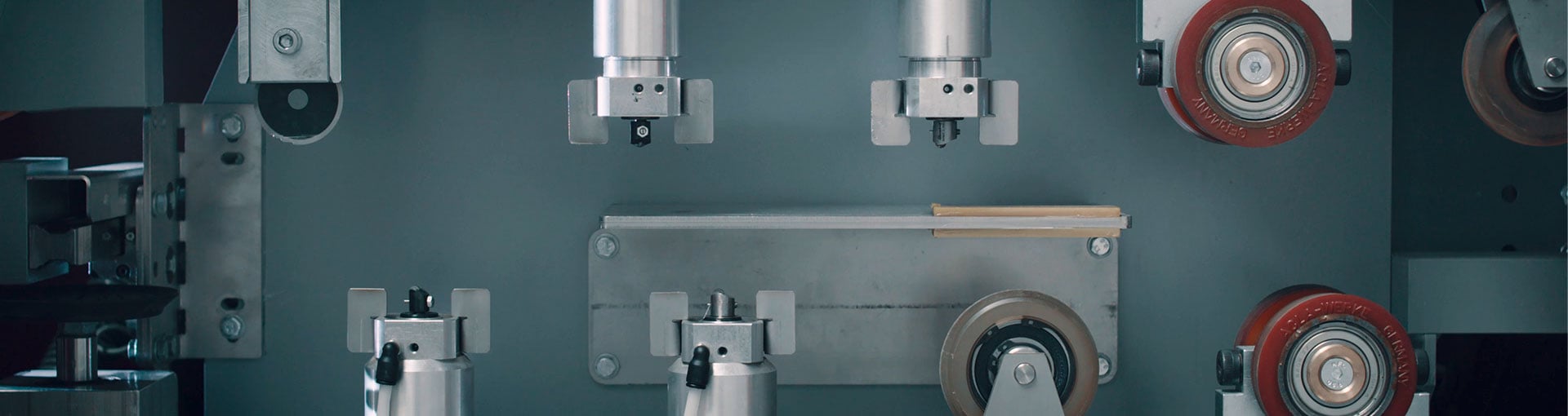
Precise Pressing
When a shape passes through the line, the pressing force is reduced or increased depending on the width of the glass – fully automatically and without the intervention of the operator. The glass width measurement not only determines the required pressing force, but also the exact position of the front glass edge. This means that accurate pressing is only started just behind the edge. This prevents glass breakage at the edge and there is less wear on the rollers.
Due to the viscosity and the material thickness of the natural rubber jacket of the roller presses, pressure can be applied from the point of contact to the front and rear edge of the glass in order to achieve an optimum result.

Servo spindle at the press of
the precompound furnace
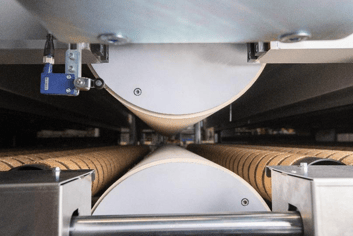
Press rollers made of natural
rubber for precise pressing
Transportation Speed
The transport speed has a great influence on how much the glass-foil package heats up. If it is transported too quickly, it will not heat up completely. If the transport is too slow, the foil becomes too sticky and the air between the foil and the glass can no longer be displaced by the press rollers. Both lead to a poor laminate. Sensors at the oven outlet optimise the transport speed by constantly comparing the surface temperature of the glass with the target values from the recipes and adjusting the speed in a self-regulating manner.
|
|
4 ways to... |
|
|
||

Conclusion
Due to the upstream time-consuming, and cost-intensive processes, the goal in the autoclave process must be 100 % quality with zero rejects. To achieve this, various quality assurance measures can be used in the pre-laminating process. Sensor technology and an extensive recipe library ensure the best possible laminate result for each product type.
*The figures given in this article are indicative only.
Find out more in our whitepaper:



