Dass Verbundsicherheitsglas (VSG) eigenwillig ist und viel Fingerspitzengefühl verlangt, wissen alle, die diesen Werkstoff verarbeiten. Es zwickt und zwackt beim VSG und schließlich stellt sich die Frage: Was war schuld am Fehlbruch? War der Schneiddruck zu gering? War der Brechdruck zu hoch? Schnittgeschwindigkeit, Beschleunigung, Brechrollenvorschub, Schneidradwinkel, Temperatur, Schne idöl oder waren es Verspannungen im Glas, die während der Herstellung in der Glashütte entstanden? Die Einflussfaktoren sind unüberschaubar und die Glasqualitäten schwanken kontinuierlich.
In diesem Blogartikel beleuchten wir den Einflussfaktor Herstellung beim Schneiden von VSG. In weiteren Beiträge wird es um Einflussfaktoren der Lagerung, Einstellungen der Maschine bis hin zur Ausführung der Maschine gehen.
Warum Verbundsicherheitsglas zunehmend an Bedeutung gewinnt
Das Wichtigste am Verbundsicherheitsglas ist das sichere Bruchverhalten. Darunter versteht man, dass die Scheibe nicht in sich zusammenfällt, da der Verbund Glas/Folie/Glas durch den Interlayer (Meistens PVB Folie) Resttragfähigkeit gewährleistet. Diese Resttragfähigkeit ist besonders wichtig bei Glasgeländern, Stiegengeländern oder anderen vertikal verbauten Gläsern.
Im Falle eines Glasbruches ist gewährleistet, dass der Verbund seine Form behält und im Falle eines Geländers als Absturzsicherung funktioniert. Auch bei Überkopf verbauten Gläsern ist diese Eigenschaft Grundvoraussetzung, um Personenschäden durch Scheibenbruch zu verhindern. Die DIN-Norm 18008 trägt hier ihr Übriges dazu bei, dass vertikal verbaute Flachgläser bis zu einer gewissen Höhe verpflichtend ein sicheres Bruchverhalten aufweisen müssen.
Daher ist es kaum verwunderlich, dass Flachglas verarbeitende Betriebe ihre Verarbeitungskapazitäten speziell bei Zuschneideanlagen für Verbundsicherheitsglas aufstocken müssen, um jetzt und in Zukunft mehr Scheiben produzieren zu können.
Welchen Einfluss bereits die Herstellung auf das Zuschneiden von Verbundsicherheitsglas hat
Um Aufzuzeigen welchen Einfluss schon die Herstellung auf das spätere Zuschneiden von Verbundsicherheitsglas hat, beginnen wir mit den wichtigsten Herstellungsschritten.
1. Floatglasherstellung
Die Basis für Verbundsicherheitsglas ist Floatglas. Floatglas wird in Glashütten aus Glasschmelze, die über ein Zinnbad aus dem „Floattank“ fließt und anschließend in entsprechende Dicken erzeugt wird, hergestellt. Die Floatglas-Unterseite nennt man, aufgrund des Zinnbades, mit dem sie in Berührung kommt, auch Zinnseite. Die Floatglas-Oberseite nennt man Luftseite, weil sie nach dem Floattank mit Luft in Kontakt kommt. Beide Oberflächen weisen aufgrund dieser genannten Tatsachen unterschiedliche Eigenschaften auf. Das Zinnbad beeinflusst die Oberflächenhärte des späteren Glases aufgrund der Tatsache, dass die Zinnseite langsamer auskühlt und dadurch weicher wird. Die Luftseite kühlt schneller aber, dies führt zu einer härteren Oberfläche.
Durch diese marginal unterschiedlichen Oberflächenspannungen entstehen Verwerfungen in der Glasoberfläche. Das bedeutet, dass die Oberfläche nicht 100 % plan ist, sondern mehr oder weniger wellig. Eine weitere Tatsache ist, dass das Zinnbad metallische Rückstände auf dem Glas hinterlässt, welche im nachfolgenden Beschichtungsprozess (Aufbringung von metallischen Beschichtungen – Wärme oder Sonnenschutzbeschichtungen) negative Auswirkungen haben.
2. Beschichtung von Floatglas mit metallischen Beschichtungen
Metallische Beschichtungen, auch Wärmeschutzbeschichtungen oder Low-E (low emission) Beschichtungen genannt, werden mit dem Magnetron Hochvakuum-Verfahren auf das Glas aufgebracht. Im Hochvakuum wird die Glastafel einem Dampfstrom aus metallischen Teilchen ausgesetzt und damit Schicht für Schicht aufgetragen.
Eine hochreine Oberfläche, auf die die Beschichtung aufgebracht wird, ist Grundvoraussetzung für einwandfreie optisch ansprechende Beschichtungen. Beschichtungen werden deshalb immer auf die Luftseite aufgebracht, da diese über eine reine Oberfläche verfügt.
3. Fertigung des Verbundsicherheitsglases
Die Fertigung von Verbundglas besteht aus mehreren Arbeitsschritten. Die Rohgläser werden zuerst gereinigt, danach wird die untere Scheibe positioniert und die PVB-Folie aufgelegt. Anschließend wird die obere Scheibe aufgelegt und das Sandwich ist komplett. Dieses Sandwich wird in einem Vorverbundprozess für den anschließenden Autoklavenprozess vorbereitet.
Im Autoklav werden unter Vakuum und Hitze die Sandwiches fertiggestellt. Die Luft wird dem Sandwichverbund entzogen, die PVB-Folie schmilzt und verbindet sich mit dem Glas zu einem Verbundwerkstoff.

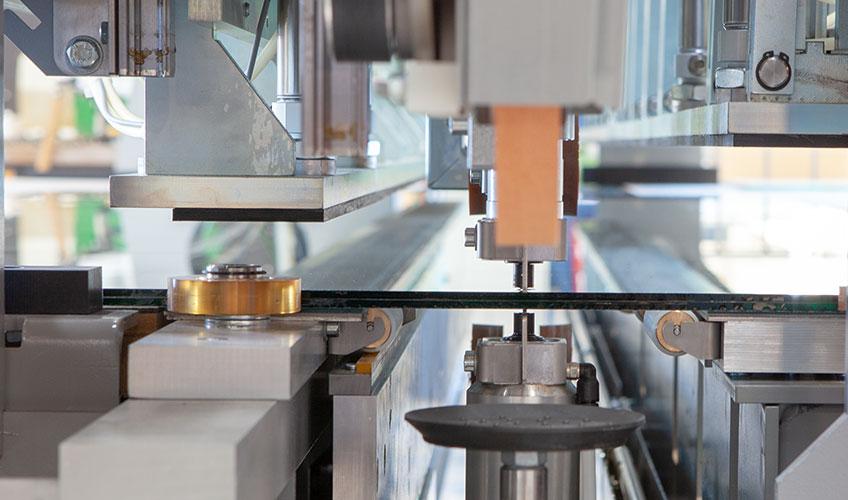
Bild von LISEC – Verbundglasfertungsprozess / Folie einlegen beim Zusammenbau des Verbundes
4. Unbeschichtetes Verbundglas
Wie bereits erwähnt, ist die Luftseite eines Floatglases hochrein, während die Zinnseite Verunreinigungen aus dem Zinnbad aufweisen kann und weitere unterschiedliche Oberflächeneigenschaften hat. Aus diesem Grund werden Verbundsicherheitsgläser so aufgebaut:
- Erste Scheibe: Oben Zinnseite, innen Luftseite
- Folie
- Zweite Scheibe: Oben Luftseite, unten Zinnseite
Diese Konstellation des Verbundes garantiert aufgrund der Situation gute Hafteigenschaften, da beide Luftseiten zusammengebracht werden. Für die Verarbeitung ist es von Vorteil, dass zwei Scheiben mit ähnlichen Spannungseigenschaften zusammengebracht werden. Solche Verbundsicherheitsgläser sind in der Regel weniger verspannt und ermöglichen auf der Unter- und Oberseite relativ ähnliche Schneiddrucke, da die Zinnseite oben und auch unten weicher ist, als die Luftseite.
5. Achtung bei beschichtetem Verbundglas
Verbundglas für den Einsatz in konventionellen Gebäuden wie Einfamilienhäusern, besteht aus einem zwei Scheiben Verbund, der durch eine PVB Folie verbunden ist. Durch immer höher werdende Anforderungen an Isolierglas und den Einsatz von 3-fach Isolierglas, ist das verarbeitete Verbundglas meistens ein Verbund aus einer Floatglasscheibe und einer beschichteten Scheibe.
Aus der Tatsache heraus, dass die beschichtete Seite nicht innen im Verbund sein darf, ergibt sich in der Fertigung eine nicht ideale Konstellation, die folgendermaßen aussieht:
- Erste Scheibe: Oben Luftseite mit Beschichtung, innen Zinnseite
- Folie
- Zweite Scheibe: Oben Luftseite, innen Zinnseite.
Diese unvorteilhafte Konstellation führt dazu, dass unterschiedliche Oberflächen und daher auch Oberflächenspannungen durch die Folie verbunden werden. Weiters werden in der Regel beschichtete Gläser an anderen Standorten hergestellt, als das Floatglas, mit dem es zusammen laminiert wird und verfügt daher auch über eine andere chemische Eigenschaft.
Es treffen somit die Thematik der unterschiedlichen Oberflächenspannung, unterschiedlicher Herkunft und nicht idealer Konstellation aufeinander. Dies führt in der Regel dazu, dass das beschichtete Verbundglas deutlich schwieriger in der Verarbeitung ist und mehr Erfahrung durch den Bediener und höhere Anforderungen an die zu verarbeitende Maschine setzt.
Fazit: Herausforderungen durch die Herstellung beim Zuschneiden von VSG
Unbeschichtetes Verbundsicherheitsglas ist in der Regel aufgrund des Herstellungsprozesses weniger verspannt und kann daher auch leichter verarbeitet werden. Beschichtetes Verbundglas hingegen weist wesentliche höhere Spannungen auf und benötigt daher viel mehr Erfahrung seitens der Bearbeiters. Natürlich helfen auch die richtigen Parameter und flexible Maschinen. Dazu aber mehr in einem der nächsten Beiträge. Und sollte die Verspannung viel zu groß sein, dann bleibt freilich nur die Reklamation beim Hersteller.