
























Beim Säumen handelt es sich um den ersten Glaskantenbearbeitungsschritt direkt nach dem Zuschneiden der jeweiligen Glasplatten. Völlig unbearbeitet weisen Glaskanten Über- und Unterbrüche, Ausmuschelungen sowie Mikrorisse entlang der Bruchkante auf. Diese Beschädigungen werden beim Zuschneideprozess mittels Schneidrad verursacht. Diese Begleiterscheinungen können reduziert werden, indem das Schneidrad mit den für das jeweilige Glas passenden Winkeln sowie einer gewarteten Schneidradachse und Schneidradhalter (Standzeiten nach Vorgaben der Hersteller) verwendet werden. Das ist insofern von Bedeutung, als jede Beschädigung der Glaskante die Kantenfestigkeit mindert und dadurch das Risiko eines Spontanbruchs deutlich steigt.
Zudem sorgen scharfe Kanten für ein erhöhtes Verletzungsrisiko sowie die Gefahr von Schäden im Zuge des Glastransports. Aus diesem Grund ist das Säumen der Glaskante einer der wichtigsten Arbeitsschritte der Glaskantenbearbeitung und grundsätzlich immer zu empfehlen. Auch wenn es sich nicht um Sichtkanten handelt und die Scheiben in einem Rahmen verbaut werden. Zudem wirkt sich eine gesäumte Kante bei den zahlreichen weiteren Bearbeitungsverfahren äußerst positiv aus, wie zum Beispiel einer exakteren Positionierung und dadurch geringerer Fertigungstoleranz der Isoliergläser, da durch die gesäumte Kante Überbrüche reduziert werden.
Mit vertikalen Anlagen und Systemen von LiSEC stellt der Prozess des Säumens weitgehend keinen Zeitverlust dar, da die Maschinen deutlich schneller arbeiten als ihre horizontalen Pendants. Zudem sind alle Einzelmaschinen beliebig mit anderen LiSEC- oder Fremdanlagen kombinierbar, was die in der Glasverarbeitung sehr heikle Intralogistik spürbar einfacher und auch sicherer gestaltet. Alle Einzelmaschinen von LiSEC kommunizieren miteinander und ermöglichen dem Anwender dadurch größtmögliche Freiheit und Flexibilität.
Kante ist nicht gleich Kante
So unterschiedlich Zusammensetzung und Form des Werkstoffs Glas sein kann, so unterschiedlich sind auch die gewünschten Kantenformen. Hier ein kurzer Überblick über die wichtigsten Glaskantenbearbeitungsmöglichkeiten:
- Gerade Kante: Von einer geraden Kante ist dann die Rede, wenn die Kante mit der Glasoberfläche einen Winkel von etwa 90° aufweist. (gesäumt, geschliffen oder poliert)
- Schräge Kante: Hier stehen Kante und Glasoberfläche nicht im rechten Winkel zueinander (sie wird auch Gehrungskante genannt).
- Facettenkante: In diesem Fall weicht der überwiegende Teil der Kantenoberfläche von 90°-Winkel zur Glasoberfläche ab. Je nach Facettenbreite wird hierbei zwischen Flach- und Steilfacetten unterschieden.
C-Kante (Runde Kante): Die Kantenoberfläche dabei weist einen halbrunden Schliff auf.
Effizient Säumen mit dem richtigen Equipment
Vertikale Glaskantensäumanlage KSR
Speziell für das Säumen hat LiSEC seinen Glaskantenschleifer KSR entwickelt. Damit können alle vier Seiten vollautomatisch in vertikaler Position bgesäumt werden, da sich der Schleifkopf der Anlage um 360° drehen kann. Diamantbestückte Nassschleifbänder bearbeiten dabei die Vorder- und Hinterseite der Glaskante in einem Arbeitsgang, also gleichzeitig. Das Abrichten der Glaskanten findet dadurch auf höchstem Niveau und sehr schonend statt; und das bei kürzesten Zykluszeiten von ~12s pro Quadratmeter und mit extra langen Standzeiten der Schleifbänder mit bis zu 20.000 Laufmetern.
Nur ein durchgängiger Saum ohne Unterbrechungen schützt vor Scheibenbruch
 |
|
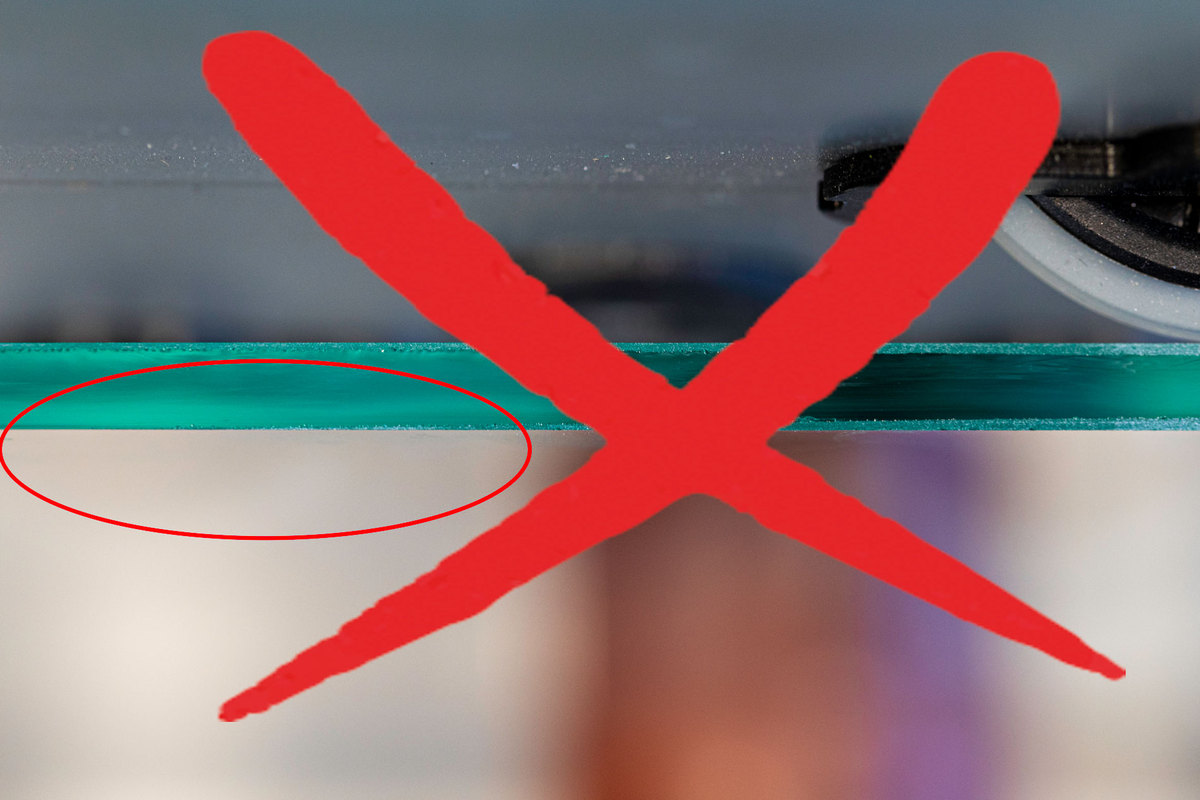
Die KSR stimmt die Schleifbänder automatisch auf die jeweilige Scheibendicke ab und lässt sich problemlos in komplette Produktionslinien integrieren. Die Breite des Saumes an der Glaskante ist von 0,5 bis 2 mm einstellbar. Die Zustellung der Diamantschleifbänder an die Glaskanten ist zu jeder Zeit gegeben, was einen garantiert durchgängigen Saum an jeder Kante sicherstellt, das reduziert spontane Scheibenbrüche im Vorspannprozess auf nahezu Null.
| Tipp: Vor allem für Glasscheiben, die nachfolgend in einem Härteofen weiterbearbeitet werden sollen, ist dieses System optimal geeignet. Ein durchgehender Saum an der Glaskante sorgt für ein prozesssicheres Vorspannen und reduziert Scheibenbruch im Härteofen signifikant. |
Weniger Verschmutzung in der Fertigung und reduzierter Platzbedarf
Ein weiterer Vorteil der vertikalen Glaskantenbearbeitung im Vergleich zu einer horizontalen Bearbeitung ist der weitaus geringere Platz- und Wasserbedarf während dieses Produktionsschritts. Die Bauweise von horizontalen Säum- und Schleifmaschinen ist so beschaffen, dass sie nach oben hin offen sind. Dadurch steigt aufgrund von Verdunstung und Verschleppung naturgemäß der Wasserbedarf enorm. Dies sorgt für eine hohe Luftfeuchtigkeit in der Werkshalle, die insbesondere bei sensiblen Oberflächenbeschichtungen von Spezialgläsern wie zum Beispiel Sonnenschutzbeschichtungen mitunter zur Oxidation führen kann. Darüber hinaus bedingt die Verschleppung von Schleifwasser besonders bei horizontalen Kantenbearbeitungsanlagen einen höheren Verschleiß, der wiederum einen höheren Wartungsaufwand zur Folge hat. Und das schlägt sich schlussendlich auf die laufenden Instandhaltungskosten nieder.
Die Vorteile der vertikalen Kantensäumanlage KSR auf einen Blick:
- kompakte Bauweisem deutlich geringerer Platzbedarf im Vergleich zur horizontalen Bauweise
- nur 1 Schleifkopf mit Diamantschleifbändern
- sehr kurze Zykluszeiten – weitere Taktzeitreduktion um 35% durch Kombination mit KSV
- garantiert durchgängiger Saum an der Glaskante
- problemlos kombinierbar mit anderen Produktionslinien
- einfacher Zugang und wartungsarm
Optional lässt sich die KSR auch für Sonderformen einsetzen (siehe LiSEC-Formenkatalog) und kann Arbeitsschritte wie das Eckenstoßen durchführen.
Beim Eckenstoßen werden die nach dem Säumen noch scharfen Ecken abgeflacht, um die Verletzungsgefahr zu senken und die Prozesssicherheit zu steigern. Weitere optionale Möglichkeiten sind etwa das stirnseitige Flächenschleifen von Rechtecken sowie Sonderformen.
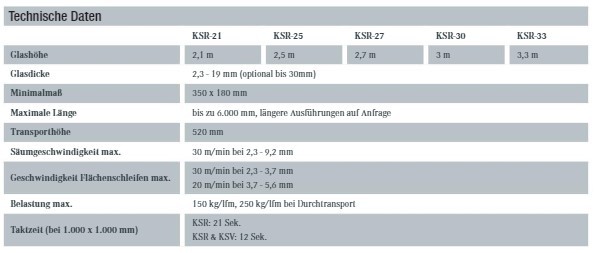
Technische Daten zur KSR
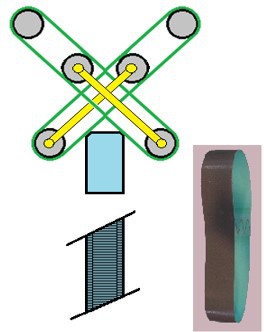
Werkzeuge beim Säumen mit der KSR
Wie oben bereits kurz angeführt, werden beim Säumen mit der KSR von LiSEC langlebige Diamantschleifbändern eingesetzt. Auf jedem Bearbeitungskopf sind zwei dieser Diamantschleifbänder in V-Stellung angeordnet, über die das geschnittene Glas durchtransportiert und dabei gesäumt wird. Der Schleifkopf ist 360° drehbar und kann auf diese Weise auch Sonderformen wie Dreiecke oder Scheiben mit Rundbögen schnell und in bester Qualität säumen.
Fazit
Das Säumen von Schnittkanten ist einer der wichtigen Arbeitsschritte in der Glaskantenbearbeitung. Denn durch diesen Prozess wird die Verletzungsgefahr der Mitarbeiter deutlich reduziert. Außerdem ist ein durchgehender perfekter Saum entlang der Glaskante ein Garant dafür spontane Scheibenbrüche im Vorspannprozess nahezu auszuschließen, was sich äußerst positiv auf die Betriebskosten auswirkt. Mit der Säumanlage KSR bietet LiSEC ein spezielles System an, das dem Anwender durch seine vertikale Ausführung sehr viel Zeit und Geld spart.



