Cutting laminated glass requires a total of three machines, which must be joined together to form one unit. However, the cutting process is not only influenced by the quality of the devices themselves, but also by the correct horizontal positioning and regular maintenance and inspection.
Even if everything has been correctly positioned, fastened, adjusted and coordinated so it is level from the very beginning, the production unit must be checked again and again. The reason for this is quite simple: The ground on which the production hall stands is always in motion. The ground rises and sinks over the years, which of course also affects the position of the machine. The level of the individual components should therefore be checked and adjusted approximately every six months, since even slight differences in level can lead to stresses and unclean cuts, and in extreme cases even to false fractures.
In addition, there are a lot of other details to consider in connection with the machines, which we would like to discuss in more detail in this blog article.
The best machines are of little use if the laminated glass does not lie flat on the work surface.
1. Level of the felt
LiSEC generally uses a 6 x 3.3 metre jumbo sheet (raw glass sheet) as the starting product for manufacturing the various glass units. During the cutting process, this jumbo sheet rests on the working surfaces of the three machines, which in turn are covered with a special felt. A blower forces air through this coating so that the glass sheet floats over the machines during cutting. Since this so-called air cushion felt also wears out over time and level differences can occur, it must also be constantly checked.
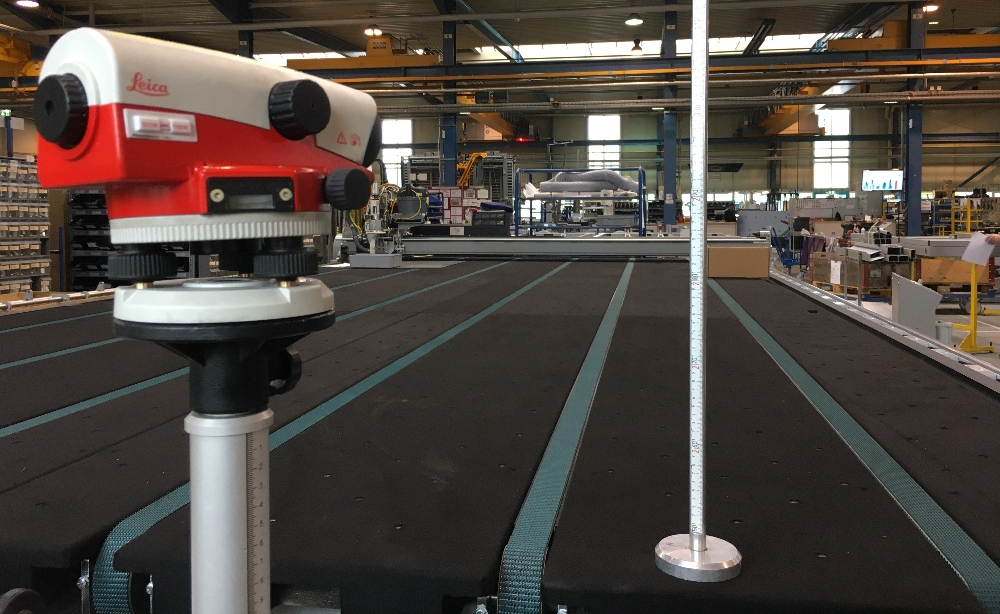
If the glass does not lie flat on the working surface, a stress is applied to the sheet which can lead to problems during cutting or crushing and in extreme cases render the end product unusable. Only when the glass is absolutely free from stress on the table can clean cuts and optimum results be achieved. In addition, at different levels of felt and components there is a drastic accumulation of spontaneous fractures or an increase in the overall false fracture rate.
Tip: Check the levels of the complete machine group every six months to ensure that all components are always optimally matched to each other and level. This also applies to the air cushion felt, which must be replaced in the event of heavy wear. In the field of laminated glass cutting, LiSEC relies on a newly developed, very robust felt that can easily be used for several years.
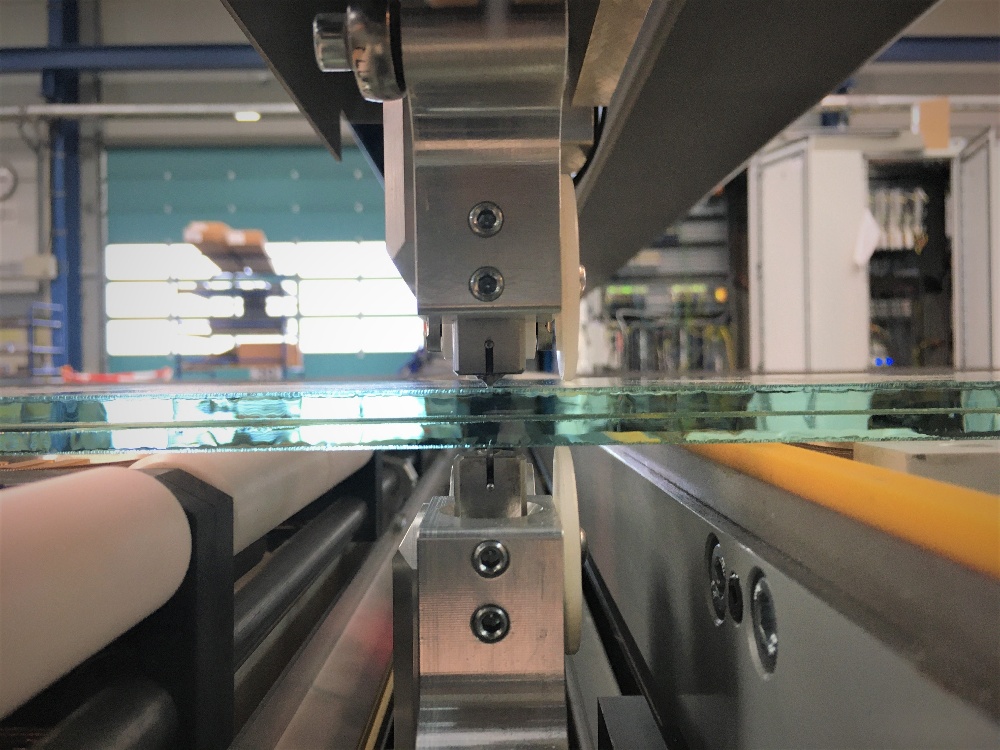
2. Synchronisation of the cutting heads and settings of the foil heater
Particularly when cutting a laminated glass sandwich (glass-foil-glass), the positioning of the cutting heads and wheels is of utmost importance, as this material has to be cut simultaneously from below and above. In order to produce a precise cutting edge, it is absolutely essential that the cutting heads, including the cutting wheels, are placed exactly on top of each other on the glass, i.e. that they are not offset from each other, as otherwise a step or offset occurs during cutting, which in turn can lead to difficulties when cutting through the foil and during subsequent crushing.
The foil of the laminated glass must then be cut. For this purpose it is heated from below. This is achieved by means of foil heaters (infrared radiators), which concentrate the heating effect over a certain area using a gold coating as a reflector. Therefore, the distance between the foil heater and the glass underside is extremely important.
At a distance of approx. 1 mm, the foil heater works most effectively because it heats the foil and not the glass. This not only ensures clean and accurate foil cuts, but also saves a lot of energy, while at the same time significantly increasing the output of the system.

Attention: Cleaning the machine can damage the gold coating of the foil heater, which in turn reduces its reflectivity. In this case, the entire infrared radiator should be replaced. Since 2018 LiSEC has been using 900 mm long SIR - Selective Infrared foil heaters. Depending on the cutting length of the system, up to seven heating modules can be assembled in a row to form one unit.
The great advantage of this system is that only the module with the gold coating destroyed and not the entire length, as is the case with conventional one-piece solutions, has to be replaced. Incidentally: LiSEC also offers this SIR - Selective Infrared foil heater - for retrofitting older machines.
Tip: Check the cutting heads and cutting wheels once per shift as well as the distance between the foil heater and the lower edge of the glass.
3. Level of suction cups, laminate material is raised
Throughout the cutting process, the laminated glass is fixed by suction cups positioned on the left and right along the entire cutting line. It is particularly important to ensure that they are all positioned at the same level and that the vacuum or the suction force (the vacuum ratio) is 100% identical so that no stresses are introduced into the glass.
Since Lucite release agent is also used in glass storage to prevent the sheets from sticking together, the vacuum should also be checked regularly - at least once a week. The suction processes can of course also cause Lucite to enter the suction cups' valves and subsequently clog them, resulting in an imbalance in suction power.

Tip: With the LiSEC suction cup control device, you always have the vacuum of your system firmly under control. This is available from us as a spare part. For machines built before 2012, LiSEC also offers a very flexible vacuum suction cup level modification kit. You can find out more information regarding this in article 7 of our blog: “How an improvement on the machine affects the glass cutting” (link to the article)
Conclusion: How the design of the machine affects the glass cutting
In order to achieve consistently perfect results when processing laminated glass as a material, it is absolutely essential to continuously monitor the entire cutting process and to constantly readjust and coordinate the individual components. Optimum coordination of the individual machines with each other is just as important as a flat work surface and the correct positioning of cutting heads and cutting wheels. But also the distance of the foil heater to the underside of the glass and the uniform vacuum level play a decisive role when it comes to achieving the best end results.
In the next blog post, we will answer the question “How the maintenance of the machine affects the glass cutting”. There are some important aspects to consider here as well.