























Dass der Werkstoff Verbundglas (VSG) an sich schon wegen seiner Zusammensetzung speziell in der Verarbeitung ist, ist bekannt. Doch Transport, Lagerplatzeigenschaften, Handling, Temperatur, Luftfeuchtigkeit, Alter des Glases und noch Vieles mehr haben einen weiteren dramatischen Einfluss beim Zuschnitt.
„Das beste Glas und die beste Maschine können Probleme bei der Verarbeitung haben, wenn die Lagerung kontraproduktiv ist.“
Flachglas kann in verschiedenen Qualitäten von den Herstellern bezogen werden und die Qualität hat natürlich einen Einfluss auf die Verarbeitung. In diesem Beitrag geht es jedoch um Einflussgrößen, die jeder verarbeitende Betrieb selbst im Griff hat.
1. Glas Lagerung
Die Anlieferung der Flachgläser erfolgt mit Innenlader-LKWs. Die Innenladergestelle werden vom LKW aufgenommen und transportieren in der Regel 20 t Glas, das in Glaspaketen auf dem Gestell gelagert ist. Gängig sind Glaspakete mit 2,5 t oder 5 t.
Diese einzelnen Pakete sind durch Kartonstreifen (Abstandhalter) voneinander getrennt. Die jeweiligen Glaspakete werden einzeln von einem Mitarbeiter in das Glaslager mit einem Hebegerät, das am Hallenkran befestigt ist, auf die Lagerplätze abgestellt. Die Lagerplätze sind L- oder A-Gestelle. Das sind simple Stahlkonstruktionen mit einer Auflagefläche, auf der die Gläser stehen.

Dass die Lagergestelle auf die spätere Verarbeitung Einfluss haben, ist nicht auf den ersten Blick ersichtlich, aber sie haben eine deutliche Auswirkung.
Wesentlich ist, dass die Auflageflächen das gleiche Niveau aufweisen. Die Glaskanten müssen auf mehreren Auflagepunkten gleichmäßig aufliegen und so kann das Glas mehr oder weniger spannungsfrei gelagert werden.

Sind hingegen die Auflagen schief oder unterschiedlich hoch oder der Auflagebelag einseitig abgenutzt, wird im Glas eine Verspannung induziert, welche sich im Zuschneide-Prozess durch erhöhten Scheibenbruch bemerkbar machen kann.
2. Glas Temperatur und Luftfeuchtigkeit
Heiß, kalt, warm, trocken, feucht: Wesentliche Faktoren, die berücksichtigt werden sollten, um den Zuschneide-Prozess zu optimieren. Verbundgläser bestehen aus einem Verbund aus zwei Flachgläsern, die über einer Folie (PVB, EVA, Setryglas, etc.) miteinander verbunden sind. Physikalisch bedingt haben Glas und Folie ein unterschiedliches Temperaturverhalten und das muss bei der Verarbeitung speziell beim Zuschnitt berücksichtigt werden.
Glas ist ein spröder Werkstoff. Je kälter umso spröder, je wärmer umso weicher. Die Folie hat ähnliche Eigenschaften, nur leider in einem anderen Temperaturbereich. Auch die Luftfeuchtigkeit beeinflusst die Eigenschaften der Folie.
Ob Sommer in Australien oder Winter in Norwegen – Verbundglas wird mit LKWs transportiert und nimmt daher die Umgebungstemperatur während des Transportes an. Glaspakete können bei der Anlieferung im Extremfall eine Kerntemperatur von minus 20 °C bis plus 60 °C aufweisen. Die Akklimatisierung des Glases an die Temperatur in der Lagerhalle, dem Glaslager, kann bis zu einigen Tagen dauern!
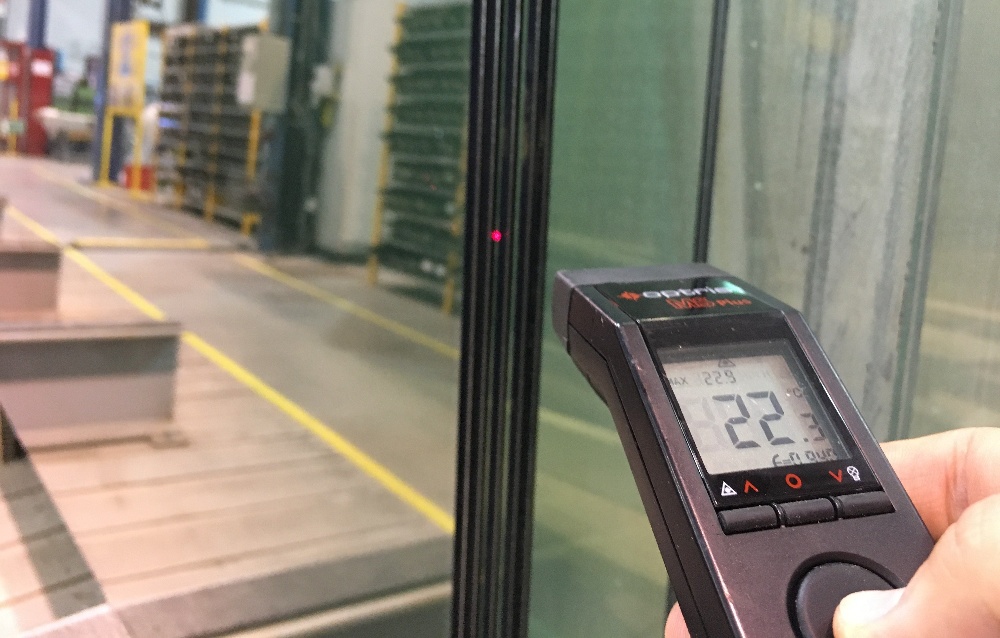
Eine vorgegebene Verarbeitungstemperatur seitens der Glashersteller gibt es nicht. Allerdings hat eine Verarbeitungstemperatur ab 20 °C positive Auswirkungen auf den späteren Zuschneide-Prozess. Frisch angeliefertes Glas sollte sich im Glaslager 2-3 Tage akklimatisieren. So kann die Zuschneidetempratur stabil gehalten werden und außerdem bleibt so das Glaslager immer gut gefüllt.
Tipp: Bei einem Re-Design einer Produktionshalle oder einer Erweiterung hat es sich bewährt, den Vorspannofen in der Nähe des Glaslagers zu positionieren. Die Abwärme temperiert das Glaslager somit automatisch.
3. Glas Handling
Vom Innenlader-LKW werden die 2 t- oder 5 t-Pakete in das Lager gestellt. Vom Glaslager zu den Zuschneideanlagen müssen die Scheiben aber einzeln transportiert werden. Beachten Sie, dass die Glasbeladung oder das Handlinggerät auch einen Einfluss auf die spätere Verarbeitung haben können.
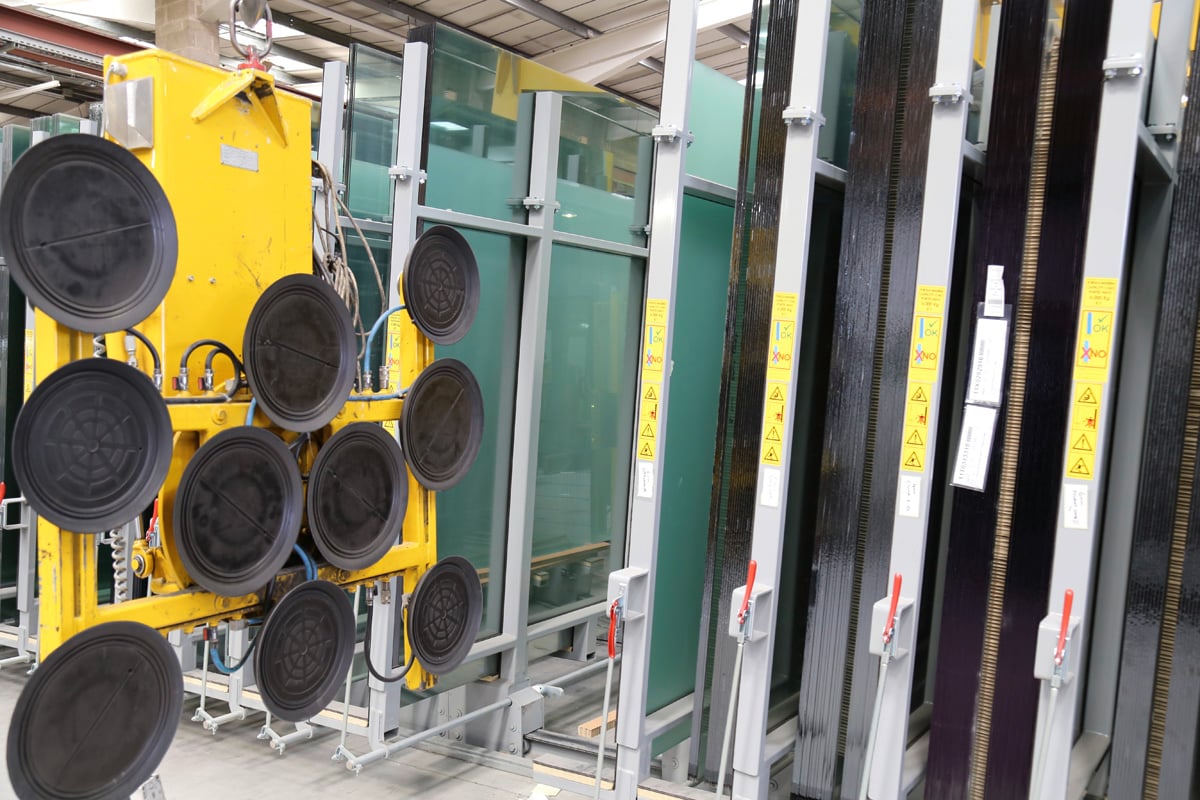
Einfache Handlinggeräte für manuelles Beladen bestehen in der Regel aus mehreren Vakuumsaugern, die an einer Konstruktion befestigt sind (siehe Bild oben). Eine zu eng gebündelte Anordnung der Vakuumsauger führt dazu, dass eine zentrale Verspannung während des Hebeprozesses entsteht. Ein Hebegerät mit Vakuumsaugarmen, die die Hebekräfte auf die gesamte Fläche verteilen, sollten bevorzugt werden.

Bei automatischen Beladeeinrichtungen ist darauf zu achten, dass sie über eine ausreichend hohe Anzahl von Vakuumsaugarmen verfügen, um die Kräfte besser auf die gesamte Fläche zu verteilen. Besser ist der Einsatz einer FlyOver-Beschickung. Eine FlyOver-Beschickung verfügt nur über einen Vakuumsaugbalken, der an der Oberkante die Glasscheibe ansaugt. Die Glasscheibe hängt somit frei und wird nicht zusätzlich verspannt.

4. Verspannung im Glas
Das Glas hat beste Qualität, die Lagerung passt, die Temperatur ist im idealen Bereich und auch das Handling der Rohglaslagerplatten bringt keine zusätzlichen Verspannungen in das Verbundglas ein, aber trotzdem ist es schwierig zu schneiden.
Oft genügt ein Blick in das Glaslager und Verspannungen im Verbundglas lassen sich optisch erkennen. Auch wenn die Flachgläser augenscheinlich ident hergestellt werden und in einer Floatglasanlage auf einem Zinnbad spiegelglatt herausfließen, ist doch jedes Einzelglas ein Unikat.

Marginale Unebenheiten sorgen, wenn dann zwei Gläser über die Folie zu einem Verbundglas verbunden werden, zu einem in sich verspannten Rohstoff.
Dieses Spannungsbild macht sich im Glaslager sehr gut sichtbar (siehe Bild oben Pfeil). Spiegelungen von geometrisch geraden Flächen sind nicht mehr gerade, sondern werden zu Wellen oder Bögen. Das ist ein klares Zeichen für einen Spannungsbereich.
Erfahrungsgemäß sind für solche betroffene Chargen die Zuschneideparameter und auch Werkzeuge wie Schneidräder anzupassen. Im Zweifelsfall bleibt in bestimmten Fällen nur die Reklamation beim Glaslieferanten.
Conclusio: Wie sich die Lagerung auf den Zuschnitt auswirkt
Nicht nur die Qualität der Verbundgläser, sondern auch die Lagerung und das Handling müssen in der Verarbeitung berücksichtigt werden. Dabei kommt es auf die Auflagen der Glasgestelle an, Handlingmaschinen können Verspannungen erzeugen und Glas muss sich vor der Verarbeitung akklimatisieren. Bevor Sie an die Verarbeitung gehen, lohnt sich ein Blick in das Glaslager: Verspannungen lassen sich optisch gut erkennen.



-1.jpg?width=352&name=beitragsbild1-allgemein-beitrag4-glass-polishing-edge-processing-lisec.2022%20(1)-1.jpg)
